

This article by Vladimir Azbel, an independent consultant specializing in tantalum capacitors, delves into the concept of structural signature control for tantalum capacitor anodes. Within the framework of a Quality Management System, Azbel proposes a tool to facilitate this control.
Key Takeaways
- Vladimir Azbel explores structural signature control for tantalum capacitor anodes within a Quality Management System.
- He identifies limitations of traditional process control, emphasizing the need for direct structural characterization of anodes.
- The proposed Structural Signature Control (SSC) framework uses mechanical response parameters to quantify anode structure before electrical testing.
- Integrating SSC with TQM tools, like Fishbone diagrams, transforms qualitative analysis into measurable diagnostics.
- The SSC framework aims to enhance process understanding and reliability in high-performance tantalum capacitors.
Abstract
Tantalum capacitor manufacturing has traditionally relied on indirect process parameters and final electrical tests to control and evaluate product quality. Parameters such as BET surface area, particle size distribution, oxygen content, and sintering regime define the conditions of porous anode formation but do not directly describe the final structural state of the sintered framework.
At the same time, final electrical parameters, particularly capacitance and leakage current, evaluate only the consequence of this structure rather than the structure itself. This indirect approach creates a gap in which structural variability may remain hidden until the very end of the technological chain, when corrective action becomes costly or impossible.
This white paper introduces the concept of a mechanical structural signature of porous tantalum anodes as a way to bridge this gap. By using the stress–strain response of sintered pellets and extracting parameters such as yield strength (Ay) and strain-hardening coefficient (K₂), the structural state of the porous framework can be quantified before anodization and electrical testing.
Integrated into Total Quality Management (TQM) tools such as Fishbone diagrams and the PDCA cycle, this approach forms the basis of a Structural Signature Control (SSC) framework. The SSC framework aims to transform classical qualitative root-cause analysis into a physically measurable diagnostic and monitoring method for tantalum anode manufacturing.
Introduction
In modern tantalum capacitor production, manufacturers operate under strong pressures to improve reliability, reduce variability, and maintain tight cost control. Process control strategies are usually built around a set of measurable technological parameters and final electrical tests. While this approach is well established, it rests on the implicit assumption that stable process inputs produce structurally equivalent anodes and therefore consistent electrical performance. From a materials science perspective, however, this assumption is not always justified.
However, identifying the structural origin of reliability variations in porous tantalum capacitor anodes remains a significant challenge in industrial production.
The purpose of this white paper is to present a structured framework that links process parameters, porous anode structure, mechanical response, and electrical reliability into a single coherent concept. The central idea is that the internal structure of the sintered porous anode can and should be treated as a measurable, controllable entity rather than an implicit outcome inferred only from final electrical parameters. To achieve this, the paper proposes integrating mechanical structural signatures into existing TQM tools, thereby turning qualitative root-cause analysis into a quantitative, structure-based quality control method.
Limitations of Conventional Process Control
Conventional control schemes in tantalum capacitor manufacturing focus on parameters such as powder BET, particle size distribution, oxygen content, pressing conditions, and sintering time–temperature profiles. These variables undoubtedly influence the formation of the porous anode, but they remain indirect descriptors. They describe the process environment, not the actual architecture of the interparticle neck network, porosity distribution, or local stress fields within the sintered pellet. The structure of the sintered anode is formed through the combined interaction of all these factors during pressing and sintering.
Therefore, the same nominal process conditions do not automatically guarantee the same structural result.
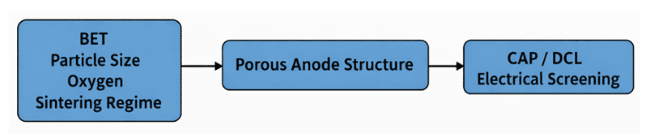
In everyday production practice, the resulting state of the anode is typically evaluated through final electrical characteristics such as capacitance (CAP) and leakage current (DCL). These metrics are essential, but they indicate the outcome of the structure rather than revealing the structure itself. In particular, leakage current is highly sensitive to structural defects in the porous framework, yet such defects are not directly visible within the traditional process-parameter control scheme. As a result, significant structural variability may remain undetected until the final electrical test, where it manifests as broader DCL distributions and higher rejection rates. If structure is not measured directly, an important question remains: how much structural variability may exist within a single technological cycle? Even within a single manufacturing lot produced under nominally identical conditions, significant structural variations may occur that only become apparent during electrical testing or field operation.
Process-Structure Relationship in Porous Tantalum Anodes
Assumption of Process Uniformity
A common practical assumption in capacitor manufacturing is the following:
If the powder, sintering regime, and technological settings are the same, then the anode structure should also be the same.
However, from a materials science perspective, this is not always guaranteed.
Structural Variability Within Production Lots
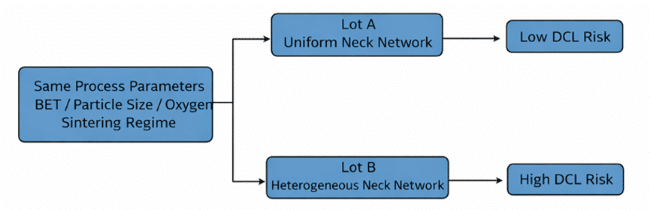
Even within a single technological cycle, the porous framework may develop with:
- Different interparticle neck topologies
- Different local stress distributions
- Different levels of structural uniformity
In other words, formally identical process conditions may still produce structurally different anodes within the same lot.
This phenomenon has been discussed in earlier studies of tantalum capacitor anodes where structural variability was linked to differences in porous framework evolution during sintering [1].
Implications for Dielectric Formation
This structural variability matters because the dielectric is not formed on a nominal process parameter. It is formed on the actual internal surface and the real structural state of the porous anode.
If one part of the lot exhibits a more uniform neck network while another contains a more heterogeneous framework with local weak regions, the electrical outcome may also differ later, particularly in leakage current distribution and rejection statistics.
Need for Structural Indicators
The issue is not only whether process parameters are controlled. The deeper question is whether they produce a structurally equivalent result.
This is why an additional structural indicator may be valuable—not as a replacement for CAP or DCL, but as an earlier signal that the structure of the lot may already be drifting away from the benchmark state.
Mechanical Response as an Early Structural Indicator
The need to access structural information earlier in the manufacturing chain naturally leads to the question of whether the mechanical response of the porous anode can serve as an early structural indicator. In materials science, mechanical characteristics are widely used as integral indicators of internal structure because they reflect the collective behavior of necks, pores, and microstructural defects under load rather than isolated process variables. For porous sintered materials, the stress–strain curve carries information about interparticle neck topology, local stress distribution, and structural discontinuities in the framework.
By analyzing the stress–strain response of sintered tantalum pellets, it is possible to extract parameters such as yield strength (Ay) and the strain-hardening coefficient (K₂).
The use of mechanical stress–strain response as an indicator of porous anode structural state has been previously proposed and experimentally explored in earlier studies [1,2].
These parameters integrate the structural state of the porous network into a compact, measurable signature. Importantly, this mechanical signature can be obtained before anodization and dielectric formation, at a stage where structural defects have not yet manifested as electrical problems. In this sense, the statistics of capacitor failures can be traced back to the physics of powder sintering and structural evolution rather than being treated solely as features of final electrical testing.
From Fishbone Root-Cause Analysis to Structural Diagnostics
Within TQM, engineers often use the Fishbone (Ishikawa) diagram to identify potential root causes of defects, organizing factors into categories such as materials, methods, machines, and measurement. In the context of porous tantalum anodes, this diagram can be adapted to emphasize process–structure relationships, showing how powder characteristics, compaction conditions, and sintering parameters jointly influence the structural state of the pellet and, ultimately, its electrical reliability. The Fishbone method helps engineers systematically map potential causes of a problem across these categories.
However, the classical Fishbone diagram remains qualitative. It can list and group potential causes, but does not directly reveal the actual structural state of the material. In complex materials systems, where multiple process variables interact simultaneously—including powder characteristics, compaction conditions, sintering regimes, and the evolution of the porous structure during processing—such qualitative maps can become long and ambiguous, leaving engineers with a broad set of hypothetical causes but without a direct measurable indicator of structural quality.


The approach proposed in this paper introduces mechanical structural signatures as the missing quantitative element, thereby transforming the Fishbone diagram from a purely conceptual tool into a framework supported by physically measurable structural data. Instead of analyzing each technological factor separately, the mechanical stress-strain response of the sintered porous pellet integrates the combined effects of these factors. Parameters derived from the stress-strain curve—particularly yield strength (Ay) and strain- hardening coefficient (K₂)—act as an integrative structural signature of the porous pellet framework. This mechanical structural signature, therefore, represents the measurable structural DNA of the porous anode framework.
The concept of structural DNA based on mechanical response has been introduced as a framework for describing the integrated structural state of porous tantalum anodes [2].
Structural Signature Control Framework
The Structural Signature Control framework treats the mechanical stress–strain response of the sintered porous pellet as an integrative structural diagnostic.
The SSC concept builds upon earlier work proposing the use of mechanical structural signatures as quantitative descriptors of porous anode structure [1,2]
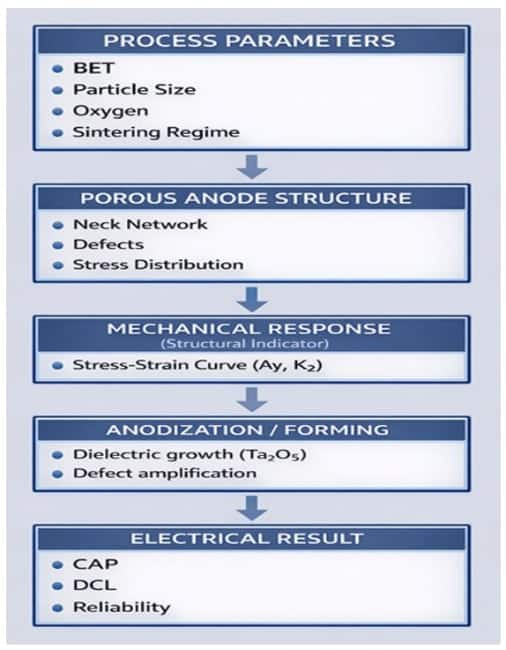
The parameters derived from this response, particularly Ay and K₂, are interpreted as a mechanical structural signature that encapsulates the structural DNA of the porous anode. In this view, the process–structure–property chain can be expressed in a physically grounded sequence: process parameters define the conditions of sintering, these conditions create a specific porous structure, the structure is captured by the mechanical signature, and the resulting structure then governs anodization behavior and electrical reliability.
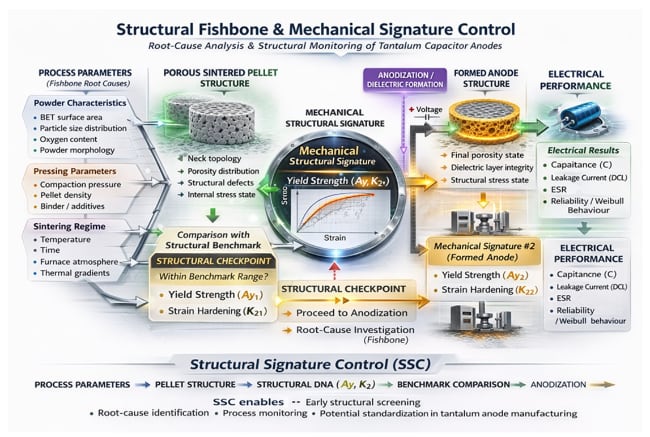
Within SSC, the first mechanical characterization step is performed on the sintered pellet before anodization. The measured signature (Ay₁, K₂₁) is compared against a structural benchmark representing the expected or qualified state of the porous framework. If the signature falls within the benchmark range, the lot proceeds to anodization. If deviations are detected, they trigger a structured investigation of potential process causes using Fishbone root-cause analysis to identify possible variations in powder characteristics, pressing conditions, or sintering regimes.
After anodization, a second mechanical characterization (Ay₂, K₂₂) can be used to assess how dielectric formation and internal stress evolution have modified the structural state. During anodization, the porous structure evolves as the Ta₂O₅ dielectric layer forms, and internal stresses may develop within the structure. Deviations from the benchmark at this stage may indicate latent structural defects in the porous network that are likely to manifest as increased leakage current or reduced reliability in electrical testing. The mechanical response thus provides a practical bridge between root-cause analysis and measurable material structure.
Importantly, this concept is well aligned with established materials science practice. In powder metallurgy, mechanical response has long served as an integral indicator of the structural state of sintered materials, reflecting neck formation, porosity distribution, and internal stress accommodation. Extending this principle to porous tantalum capacitor anodes suggests that mechanical characterization may serve not only as a diagnostic method but also as a tool for structural monitoring of the manufacturing process.
Structural Signature Control in TQM Context
The combination of Fishbone root-cause analysis and mechanical structural signatures transforms a qualitative diagnostic tool into a physically measurable quality-control method. Structural Signature Control (SSC) represents a quality management framework in which the mechanical stress-strain response acts as a measurable structural signature that integrates the combined influence of powder characteristics, sintering conditions, and microstructural evolution. Rather than relying exclusively on final electrical testing, engineers can use this structural signature to detect deviations in the anode framework earlier in the manufacturing chain, enabling corrective action before the costly anodization and subsequent processing steps.
The framework reflects the logic of the PDCA (Plan-Do-Check-Act) cycle widely used in TQM. Process parameters and target structural signatures form the Plan, production under controlled conditions represents the Do, mechanical characterization provides the Check at the structural level, and corrective actions informed by root-cause analysis constitute the Act. In this way, SSC extends classical quality tools by adding a structure-based diagnostic step between process definition and final electrical testing. This approach also reflects the classical materials science paradigm linking process, structure, and properties.
The mechanical response thus transforms the classical Fishbone diagram from a qualitative root-cause map into a measurable structural diagnostic tool for tantalum capacitor manufacturing. The proposed approach demonstrates that mechanical structural signatures (Ay, K₂) can serve as quantitative indicators within a TQM framework, linking process parameters with the measurable structural quality of porous tantalum anodes. This perspective suggests that SSC may represent a practical pathway toward structure-based quality monitoring and the potential standardization of mechanical diagnostics in tantalum anode manufacturing.
Practical Implementation Considerations
In practical terms, integrating SSC into a tantalum anode manufacturing line means adding mechanical characterization as a standard checkpoint rather than an occasional research exercise. Mechanical tests are performed on representative sintered pellets to establish the structural signature of each lot, and acceptance criteria are defined in terms of acceptable ranges for Ay and K₂. When signatures drift outside the benchmark window, engineers use Fishbone-style analysis to trace back to possible variations in powder properties, pressing conditions, or sintering profiles.
The SSC framework can be implemented at two critical checkpoints. The first is a post-sintering checkpoint for evaluation of pellet structural state before anodization. The second is a post-anodization checkpoint for verification of the formed anode structural integrity. This dual-checkpoint approach enables both early detection of sintering problems and verification of anodization effects on structural integrity.
Implementation requires the establishment of structural benchmarks based on historically successful production lots with proven electrical reliability. These reference ranges for Ay and K₂ serve as the standard against which production lots are evaluated for structural conformity. From this perspective, integrating mechanical characterization into the Fishbone logic represents a step toward the practical standardization of mechanical testing in tantalum anode manufacturing. It offers a path toward standardizing mechanical diagnostics as part of routine quality control for porous tantalum anodes.
Conclusions and Outlook
The analysis presented in this white paper highlights a fundamental limitation of traditional tantalum capacitor process control: indirect parameters and final electrical tests do not directly characterize the internal structure of the porous anode. Because of this, structurally different anodes can pass through the
same nominal process and only reveal their variability at the final test stage. Bridging this gap requires a way to access structural information earlier in the technological chain. Mechanical structural signatures provide such access by translating the internal structural state of the porous anode into measurable parameters.
Mechanical structural signatures based on stress–strain response offer such a pathway. Parameters like yield strength and strain-hardening coefficient act as integrative indicators of the interparticle neck network, porosity distribution, and internal stress accommodation in the sintered pellet. Incorporated into the Fishbone diagram and PDCA logic, these signatures form the core of the Structural Signature Control framework, which transforms qualitative root-cause analysis into a measurable, structure-based quality- control methodology.
The proposed framework represents a structural diagnostic extension of classical TQM quality tools, introducing a measurable structure-based indicator of process quality in porous tantalum anode manufacturing. This approach enables earlier detection of deviations and potentially reduces manufacturing costs associated with late-stage rejection. The SSC concept may represent a practical pathway toward structure-based quality monitoring in capacitor manufacturing, potential standardization of mechanical diagnostics for tantalum anodes, integration of materials science principles into industrial quality management, and earlier intervention in manufacturing deviations before costly processing steps.
Looking forward, the standardization of mechanical diagnostics for tantalum anodes could enable more robust process qualification, earlier detection of structural drift, and ultimately more reliable capacitor performance in demanding applications. Rather than replacing existing electrical testing, SSC offers an additional diagnostic layer that may enhance process understanding and manufacturing consistency in the production of high-reliability tantalum capacitors.
Acknowledgment
The author would like to thank Dr. Tomas Zednicek (EPCI – European Passive Components Institute, Czech Republic) for valuable discussions and assistance in structuring and editing the manuscript.
References
- Structural Interpretation of Reliability in Tantalum Capacitor Anodes
https://doi.org/10.5281/zenodo.18669845 - Defining the Structural DNA of Tantalum Capacitor Anodes.
A Benchmark-Based Mechanical Identification Framework
https://zenodo.org/records/18805588 - Ishikawa, Kaoru. Guide to Quality Control. Tokyo: JUSE. (1968).

