

This article written by Vladimir Azbel, Ph.D., a semiconductor process reliability engineer consultant, shows how a simple mechanical test — the stress–strain curve (SSC) of a sintered tantalum pellet — together with a deterministic AI-assisted procedure can be used to build a kind of “Digital Structural Twin” of the anode. That twin acts as a structural “x-ray” of the porous network long before formation or electrical qualification begins and it can be used as an effective tool to predict tantalum capacitor reliability.
When we qualify tantalum capacitors today, we almost always look at electrical parameters: leakage current, capacitance, ESR, breakdown voltage, surge tests, and so on. These numbers tell us whether the part passed or failed the test, but they do not necessarily tell us why it behaves that way — or what may happen later during long-term operation.
In reality, failures begin much deeper, at the level of the porous tantalum anode structure itself. If the network of sintered particles and interparticle necks is weak, irregular, or locally constricted, no amount of acceptable electrical data can fully eliminate the long-term structural risk.
Why Electrical Parameters Are Not Enough
In modern production, one of the key parameters used to qualify tantalum powders is specific capacitance (CV/g). Two powders with identical CV/g appear electrically equivalent:
- same nominal surface area
- same nominal capacitance per gram
- same electrical target
However, the structure behind that capacitance may be very different.
For example:
- interparticle necks may be thinner or thicker
- conductive pathways may be more or less robust
- local defects and stress concentrations may differ significantly
As a result, two anodes can have:
- identical CV/g
- identical pressing conditions
- identical sintering recipes
- similar nominal process parameters
…and still exhibit substantially different leakage current stability and long-term reliability.
This leads to an important conclusion:
- CV/g and process parameters alone do not guarantee structural equivalence.
- Electrical equivalence does not necessarily mean structural equivalence
To move further, we need a method that evaluates the structure directly, not only the electrical result.
The Stress–Strain Curve as a Structural Fingerprint
If a sintered tantalum pellet is compressed while measuring stress versus deformation, the resulting stress–strain curve becomes an extremely sensitive indicator of porous structure. For dense metals, stress–strain curves mainly reflect bulk material properties. See Figure 1.
For porous sintered materials, however, they reflect:
- porosity
- neck geometry
- defect distribution
- connectivity of the conductive framework
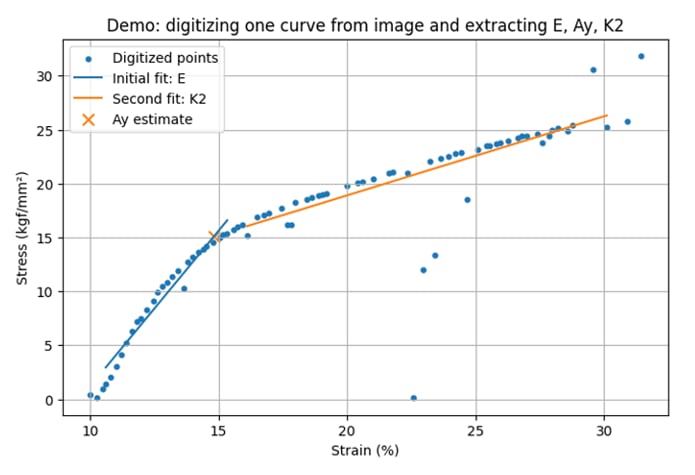
From the curve, three key parameters can be extracted:
- E — initial stiffness, related mainly to porosity
- Aᵧ — yield parameter associated with load-bearing neck geometry
- K₂ — post-yield hardening parameter reflecting deformation behavior and defect participation
The stress–strain curve, therefore, becomes a mechanical signature of the porous network.
One may think of it as a kind of “CT scan” of the anode structure:
- E reflects how dense or compliant the structure is
- Aᵧ reflects the strength of current-carrying interparticle necks
- K₂ reflects how the structure redistributes stress and how defects participate in deformation
The Physical Meaning of Aᵧ
Ay ∝ X²
where:
- Aᵧ = yield-related structural parameter
- X = effective interparticle neck size
This relationship is critically important because current in a tantalum anode flows through these necks. A moderate reduction in neck diameter, therefore, produces a much larger reduction in effective conductive cross-section.
This immediately affects:
- local resistance
- local heat generation
- dielectric stress conditions
Thus, mechanical response becomes directly connected to electro-thermal reliability.
Where AI Actually Helps
When engineers hear the term “AI,” many imagine a black-box statistical system that predicts failures without physical understanding. That is not what happens here. The AI-assisted system performs three deterministic tasks:
- Digitization of stress–strain curves from PDF/image data
- Standardized extraction of E, Aᵧ, and K₂
- Matrix-based interpretation using predefined engineering rules
Importantly, the system does not invent the rules. The rules are predefined by engineering and physical principles.
For example:
- Aᵧ is always determined using a standardized 0.2–0.3% offset method
- K₂ is always determined in the post-yield region
- preprocessing rules remain fixed for all samples
AI simply automates the repetitive and operator-dependent parts of the procedure.
This provides two major advantages: reproducibility and elimination of operator bias.
What the Analysis Looks Like
The analysis proceeds in several deterministic stages.
Step 1 — Tail Correction
Real SSC curves usually begin with a small “tail” caused by seating effects in the fixture. The system determines the initial strain offset ε₀ and redefines the true zero-strain point. This ensures that only the real structural response of the porous network is analyzed.
Step 2 — Determination of E
The initial linear region is fitted automatically. Its slope defines E:
- lower E → higher porosity
- higher E → denser and stiffer structure
Step 3 — Determination of Aᵧ
The elastic slope is shifted horizontally by a standardized offset. The intersection with the real SSC curve defines Aᵧ. This ensures consistent extraction across all samples.
Step 4 — Determination of K₂
The system evaluates the slope of the post-yield region.
K₂ reflects:
- stress redistribution
- defect participation
- strain-hardening behavior
Once E, Aᵧ, and K₂ are extracted, the structure can be compared directly against:
- qualified benchmarks
- supplier references
- incoming inspection limits
- production batches
From Mechanical Parameters to Reliability Risk
The methodology becomes especially powerful when SSC parameters are interpreted together. For example:
• Aᵧ ↓ with K₂ ≈ constant
→ geometry-controlled limitation
• Aᵧ ≈ constant with K₂ ↑
→ defect-controlled behavior
• Aᵧ ↓ with K₂ ↑
→ combined geometry + defect risk
The matrices connect:
- mechanical response
- structural mechanism
- electro-thermal behavior
- reliability risk
The Core Reliability Chain
X ↓ → Rneck ↑ → I²R ↑ → Δ ↓ → Failure Risk ↑
where:
• X = neck size
• Rneck = local neck resistance
• Δ = thermal safety margin
A Real Example: Same CV/g, Different Structure
One of the most instructive examples is the comparison of powders with:
- identical CV/g
- identical pressing conditions
- identical sintering recipe
Yet their SSC curves differ substantially – see Fig.2:
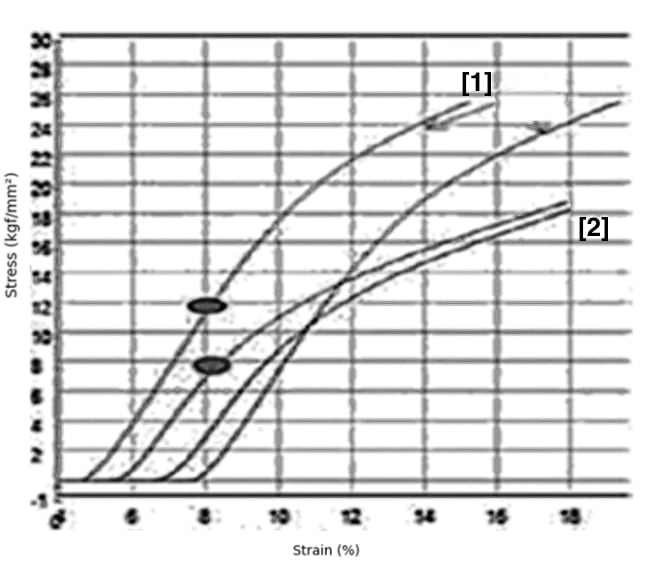
The AI-assisted analysis shows:
- Aᵧ of one sample is ~20–30% lower
- K₂ remains approximately unchanged
This corresponds to a geometry-controlled structural difference. Physically, this means: the interparticle necks are thinner despite identical nominal capacitance.
From Parameter Control to Structural Control
The largest conceptual transition proposed here is: from parameter control to structural control.
Instead of asking only: “Did the capacitor pass the electrical test?”
The methodology asks:
“Does the structure possess sufficient electro-thermal stability for long-term operation?”
Conclusion
The stress–strain curve of a sintered tantalum pellet contains much more information than a conventional mechanical test would suggest. When analyzed using deterministic extraction rules and physics-based interpretation, it becomes a quantitative structural diagnostic tool.
The proposed methodology establishes a direct relationship:
structure → mechanical response → electro-thermal conditions → reliability
Artificial intelligence in this framework does not replace engineering understanding. It formalizes it. The result is a reproducible and physically grounded Digital Structural Twin capable of evaluating structural quality before electrical failure occurs.

